Raggiungimento della posizione riferita alla macchina
NC FAQ1119
Se in un programma NC si desidera traslare su una posizione riferita alla macchina, ossia una posizione indipendente dall'origine, dalle conversioni delle coordinate e dai dati utensili, è possibile utilizzare la funzione M91. Per blocchi di posizionamento con la funzione M91 le coordinate indicate si riferiscono sempre al sistema di coordinate macchina. La funzione ausiliaria M91 è attiva solo blocco per blocco. Per determinare le coordinate del sistema di coordinate macchina, procedere come descritto di seguito.
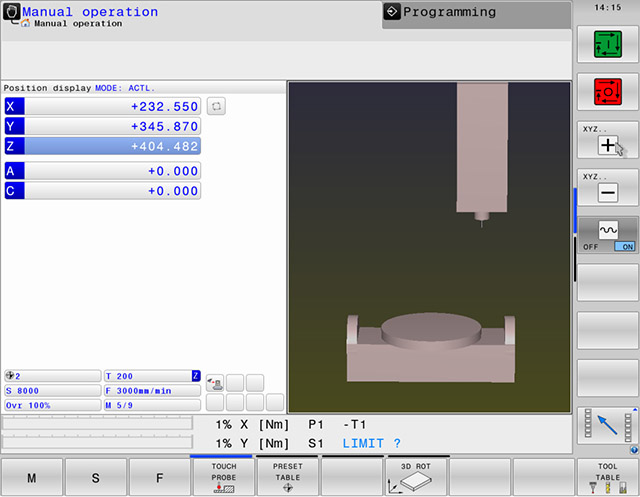
1. In modalità manuale traslare gli assi sulla posizione desiderata che si desidera raggiungere in seguito nel programma.
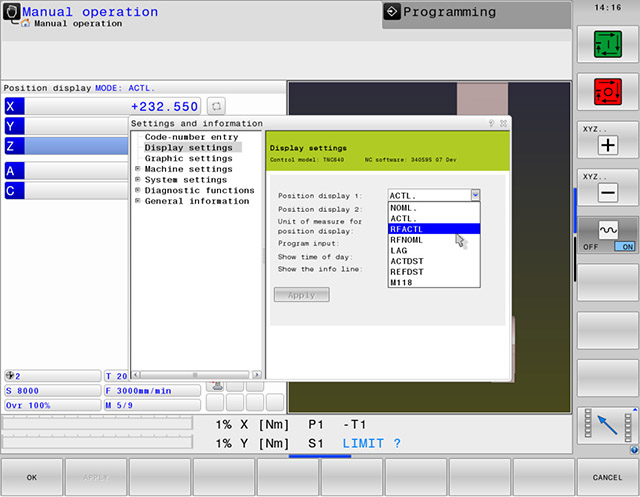
2. Premere il tasto MOD
3. Impostare la visualizzazione di posizione 1 su R.REAL
4. Premere il softkey CONFERMA
5. Premere il softkey OK
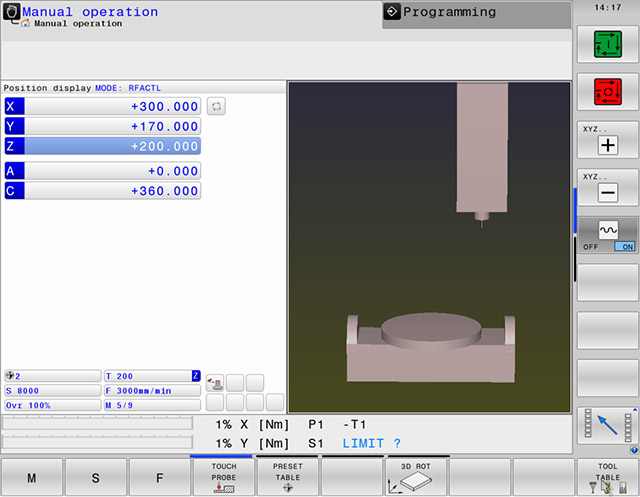
6. Annotare i valori riportati nella visualizzazione di posizione
7. Riportare la visualizzazione di posizione nel menu MOD di nuovo all'impostazione originaria
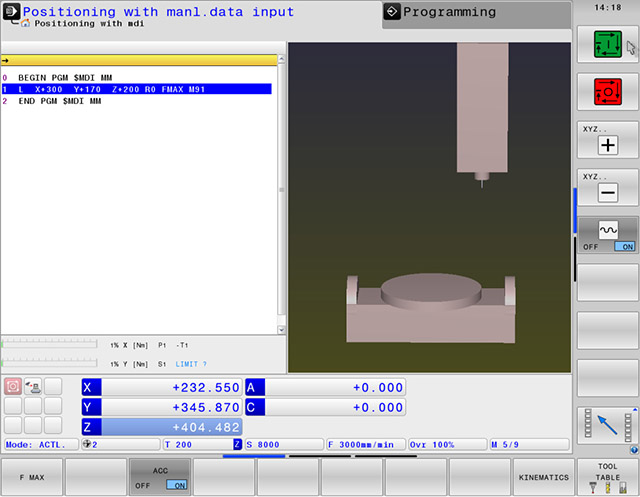
8. Nel programma NC o in modalità Introduzione manuale dati programmare un blocco NC in cui inserire come coordinate i valori annotati e la funzione ausiliaria M91. Ad esempio:
L X+300 Y+170 Z+200 R0 FMAX M91
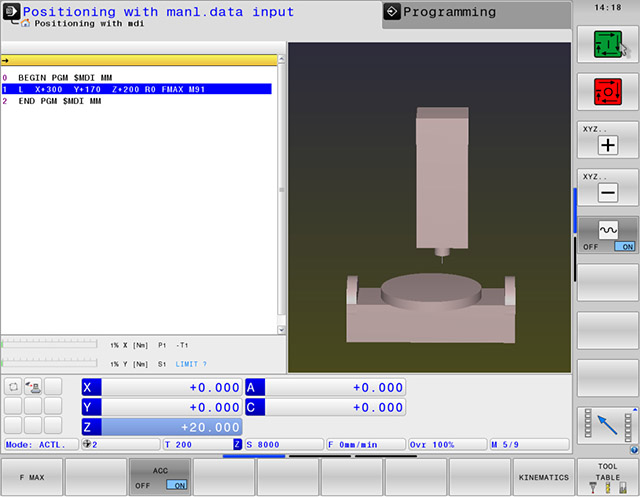
Se si avvia questo blocco NC con START NC, il controllo numerico posiziona sempre gli assi sulla stessa posizione, indipendentemente dall'origine e dai dati utensile.
Tenere presente che non è attiva nemmeno alcuna conversione delle coordinate, ad esempio la rotazione del piano di lavoro.